
One of the more interesting possibilities enabled by additive manufacturing is the fabrication of engineered cellular structures designed to dissipate energy in collisions. Metal foams for energy dissipation have been studied for quite some time. These structures are often made by injecting gases into molten metal as it solidifies or depositing metal onto a pre-existing scaffold. In many cases , the mechanical properties of these structures are difficult to control with precision.
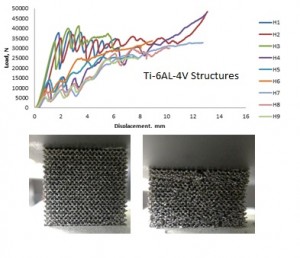
While additive manufacturing lets us design and fabricate unit cell structures that are engineered, and even optimized for a given application, the materials available (Ti-6Al-4V, CoCr, Inconel 718, etc.) are not ideal for energy dissipation. These metal foams tend to fail in a brittle manner resulting in erratic behavior (Figure 1). The compression tests shown here were carried out on Ti-6Al-4V structures built using our Arcam A2 Electron Beam Melting (EBM) system. The loading rate was 1.27mm/min. As the load increases, a few of the mesh struts fail, collapsing onto the next set of unit cells. Gibson and Ashby’s “Cellular Solids” is a good reference for this topic and it describes in great detail the classical compressive behavior of metal foams.
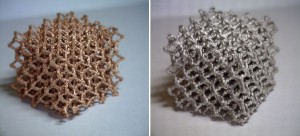
As early as 2006 we, at NC State, began working on the development EBM process parameters for various aluminum and copper alloys. A recent project has given us the opportunity to reboot some of our earlier work and also to fabricate some metal foam structures to see if a ductile material like aluminum or copper would show improved energy dissipation characteristics. The structure shown below was designed using the Materialise metal structures module (30% relative density rhombic dodecahedron) and it measures approximately 20 mm x 20 mm x 15mm (Figure 2). We fabricated several of these structures in our Arcam S12 EBM system with 2024 Aluminum powder and high purity copper (OFHC).
As before, the compressive tests were carried out on our ATS testing machine using a 20,000 Lb load cell. The samples were fixtured between two hardened steel blocks and loading was applied at a rate of 1.27mm/min. The new plots (Figure 3) show greatly improved properties (note the periodic dips in the plot are the result of pausing the machine for the videos below).
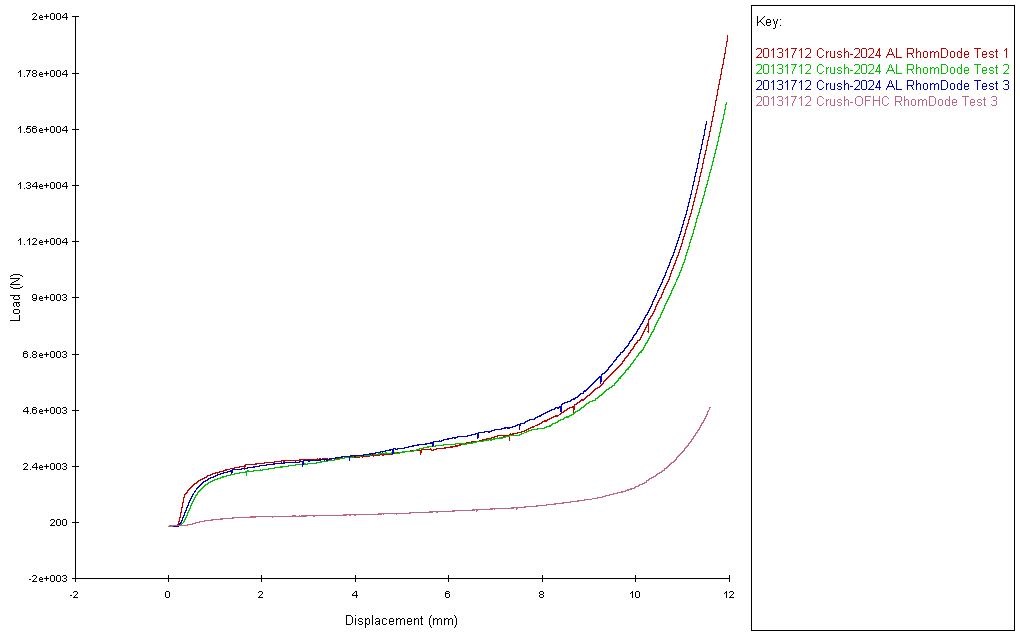
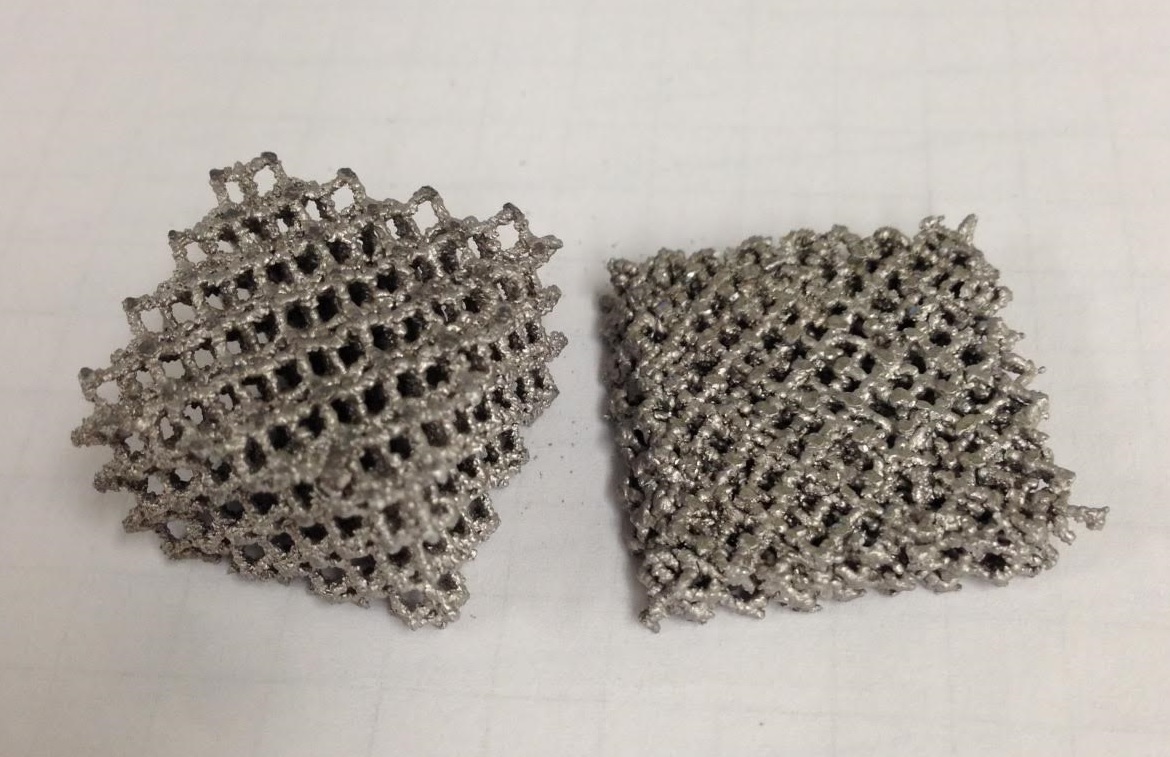
Rather than crumbling like the Ti6Al4V meshes, the aluminum and copper mesh collapse and densify much more evenly and in line with the classical model. Figure 4 shows one aluminum mesh before testing and another after.
In addition, for these tests , we set up our digital light microscope on the testing machine and captured some video of the crushing process (the playback rate has been increased by 8X).
Video 1: Compression test of aluminum mesh with small unit cell.
Video 2: Compression test of aluminum mesh with large unit cell.
Video 3: Compression test of copper mesh with small unit cell.